

En 2025, un véhicule moyen nécessite entre 17 et 24 heures de temps de fabrication sur ligne, contre 100 heures dans les années 1970. Une division par cinq rendue possible par cinq décennies d’innovation continue sur les chaînes d’assemblage. Derrière ce chiffre se cache l’une des constructions industrielles les plus complexes jamais conçues par l’homme. Il s’agit notamment d’un ballet précis de milliers d’opérations coordonnées à la seconde, où chaque geste, chaque pièce, chaque robot obéit à une partition millimétrée.
La chaîne d’assemblage automobile est en pleine mutation. L’électrification restructure les séquences de production historiques. L’intelligence artificielle reprogramme les lignes entre deux véhicules. Les exosquelettes augmentent les opérateurs. Et la Gigapress fond des structures entières en une seule coulée d’aluminium.
Que vous souhaitiez comprendre comment naît physiquement un véhicule, maîtriser les technologies qui font tourner ces usines, ou anticiper les investissements industriels de demain, cet article vous donne une vision complète, concrète et à jour de la réalité des lignes de production en 2026.
Sommaire
Partie 1 — Des origines aux principes qui gouvernent encore les lignes d’aujourd’hui
1.1 Ford, Highland Park, 1913 : une rupture qui résonne encore
Avant Henry Ford, une automobile se construisait comme une montre de luxe puisque des artisans qualifiés assemblaient l’intégralité du véhicule à poste fixe, du châssis jusqu’aux phares. Le temps d’assemblage d’un modèle T est de 12,5 heures. Cependant, ce temps s’est limité à 93 minutes après l’introduction du convoyeur mobile à Highland Park en 1913. Ce n’est pas une amélioration marginale, c’est une révolution de paradigme.
Le principe fondateur est simple et reste valide en 2026, ça consiste à diviser un processus complexe en opérations élémentaires répétables, réparties sur des postes spécialisés, avec un produit qui se déplace d’un poste à l’autre. Ce que Ford a intuité à l’ère de la mécanique pure, les algorithmes d’IA d’aujourd’hui optimisent à l’échelle de la milliseconde.
1.2 Le Toyota Production System : la philosophie qui a tout changé
Dans les années 1950-1970, Toyota a opéré une révolution silencieuse mais structurelle. Face à des ressources limitées et un marché domestique contraint, les ingénieurs japonais ont développé une philosophie de production radicalement différente du modèle fordiste ; à savoir produire non pas le maximum possible, mais exactement ce qui est nécessaire.
Le lean manufacturing automobile repose sur deux piliers complémentaires. Le Jidoka, qui consiste à arrêter la ligne immédiatement dès qu’un défaut est détecté, plutôt que de continuer à produire des pièces mauvaises. Le Just-In-Time, la bonne pièce, au bon endroit, au bon moment, sans stock tampon inutile. Il en résulte des faits mesurables parmi lesquels la réduction des stocks en cours de fabrication de 60 à 80 %, réduction des surfaces d’usine de 30 à 50 % par rapport au modèle de production de masse traditionnel.
En 2026, ce système reste le socle de toutes les lignes de production mondiales. L’IA et la robotique ne le remplacent pas, ils en sont les nouvelles couches d’optimisation.
Partie 2 — Anatomie d’une chaîne d’assemblage automobile moderne : les 6 grandes zones
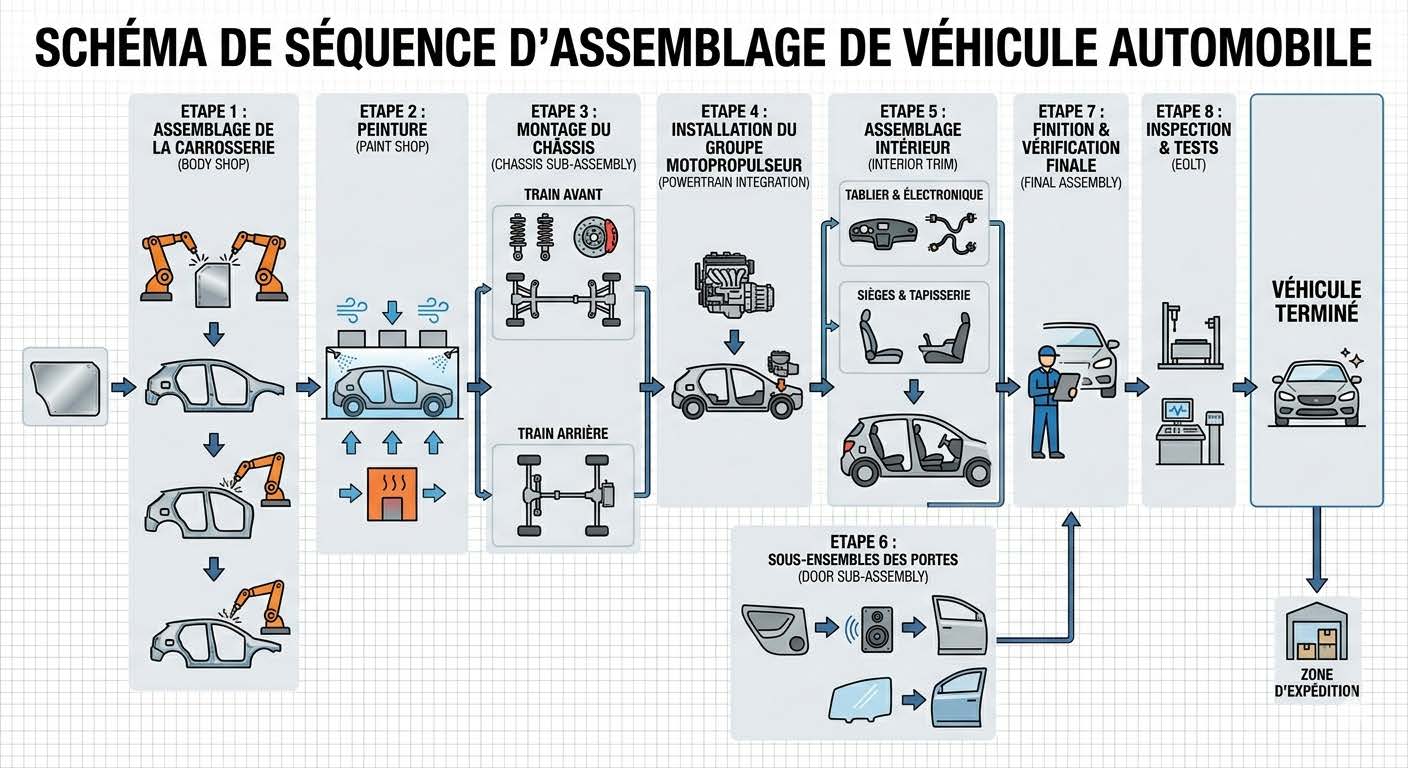
2.1 Zone 1 — Tôlerie : là où le véhicule prend forme
Tout commence par de la tôle. Des rouleaux d’acier et d’aluminium sont emboutis en centaines de pièces distinctes (ailes, portes, pavillon, longerons) qui sont ensuite assemblées par soudure pour former la caisse en blanc. C’est la structure nue du véhicule, sans motorisation ni habillage.
Une caisse en blanc nécessite en moyenne 5 000 points de soudure et entre 400 et 600 pièces distinctes. Le taux de robotisation en tôlerie atteint 90 à 98 % selon les usines, c’est la zone la plus automatisée de toute la chaîne. En 2026, la généralisation du soudage laser à haute vitesse (3 à 5 fois plus rapide que la soudure par résistance traditionnelle) et l’intégration croissante des aciers ultra-haute résistance (UHSS) poussent les limites de ce qui était possible une décennie auparavant.
2.2 Zone 2 — Peinture : cinq couches et un défi thermique majeur
La caisse en blanc entre ensuite dans l’atelier de peinture, le processus le plus énergivore de toute la fabrication. Cinq couches successives sont appliquées, notamment le traitement de surface (phosphatation, cataphorèse anti-corrosion), apprêt, base couleur et vernis. Entre chaque couche, des fours de cuisson à 180°C polymérisent le revêtement.
Cette contrainte thermique est au cœur du plus grand défi industriel de l’électrification étant donné qu’une batterie lithium-ion ne peut pas passer dans un four à 180°C. Les constructeurs de véhicules électriques doivent donc restructurer leur séquence historique pour assembler la batterie après la peinture, une modification qui implique de repenser l’organisation complète de la ligne.
L’innovation sur ce poste en 2026 est remarquable. La peinture à l’eau, qui réduit les émissions de composés organiques volatils (COV) de 40 % par rapport aux formulations solvantées, combinée à des robots de peinture à apprentissage automatique qui adaptent leur débit et leur distance en fonction de la géométrie de carrosserie détectée en temps réel.
2.3 Zone 3 — Le mariage : l’instant où le véhicule devient complet
C’est le moment le plus spectaculaire de la ligne de production automobile. Ici, la caisse peinte descend lentement sur le groupe motopropulseur (moteur, boîte de vitesses, trains roulants) via un convoyeur asservi. Ce « mariage » exige un alignement au millimètre entre les fixations de caisse et les points d’ancrage du sous-ensemble mécanique.
Pour les véhicules électriques, ce mariage se réinvente. Le concept de « skateboard marriage » (où la batterie et les moteurs électriques forment un plancher complet sur lequel la caisse est posée en une seule opération) simplifie le processus tout en créant de nouvelles contraintes de manutention haute tension sur la ligne.
2.4 Zone 4 — Montage intérieur : la course au câblage
Une fois le mariage effectué, la caisse reçoit son contenu ; il s’agit entre autres du faisceau électrique (entre 2 et 5 km de câbles sur un véhicule thermique standard), tableau de bord, sellerie, vitrage, garnitures. Un véhicule premium 2026 embarque jusqu’à 150 calculateurs ECU, contre 30 à 40 sur un modèle équivalent en 2010. La complexité électronique de cette zone a explosé, et elle représente aujourd’hui le principal goulot d’étranglement en termes de temps de montage.
La réponse architecturale à cette complexité est la zone-based architecture, qui regroupe les calculateurs par zone du véhicule (avant, habitacle, arrière) plutôt que de les distribuer individuellement. Moins de câbles, moins de connecteurs, moins de temps de montage. C’est le cas de la Tesla, imité progressivement par les constructeurs traditionnels à partir de 2023.
2.5 Zone 5 — Contrôle qualité : les yeux de la ligne
Aucun véhicule ne sort d’une chaîne d’assemblage automobile moderne sans passer par une batterie de contrôles automatisés. Mesures géométriques 3D des jeux et affleurements de carrosserie, tests d’étanchéité sous douche, vérification de chaque point de serrage, contrôle fonctionnel de l’ensemble des systèmes électroniques, puis passage sur piste d’essai intérieure avec bosses, pavés et virages pour valider la dynamique et détecter les bruits parasites.
L’innovation 2026 dans cette zone réside sur les portiques de mesure optique à 360° qui scannent la géométrie complète d’une caisse en 45 secondes grâce à des milliers de points de mesure simultanés. Un contrôle qui remplaçait auparavant des heures de travail sur bras de mesure tridimensionnel manuel.
2.6 Zone 6 — Logistique interne : le défi invisible
La zone la moins visible mais sans doute la plus critique est celle d’acheminer la bonne pièce au bon poste au bon moment sur une ligne où un véhicule différent passe toutes les 60 secondes. Sur une ligne multi-modèles, chaque véhicule a une configuration unique à travers la couleur, motorisation, niveau d’équipement, marché de destination. La logistique interne doit synchroniser cet approvisionnement sans jamais créer de rupture.
La solution dominante en 2026 réside sur les AMR (Autonomous Mobile Robots) qui naviguent librement dans les allées d’usine sans infrastructure guidée fixe, en cartographiant leur environnement en temps réel. Toyota déploie plus de 4 000 AMR dans ses seules usines japonaises. Ces robots ne sont pas programmés pour un trajet fixe, ils recalculent leur itinéraire en permanence selon le trafic, les priorités et les événements de ligne.
Partie 3 — Les technologies qui définissent la chaîne d’assemblage automobile en 2026
3.1 La robotique collaborative : des machines qui s’adaptent
Le cobot de 2026 n’a plus grand-chose à voir avec les premières générations de robots collaboratifs des années 2010. Il ne se contente plus d’assister physiquement l’opérateur sur une trajectoire prédéfinie, il prend des décisions contextuelles. Un cobot de vissage intelligent détecte un filetage croisé avant de l’endommager. Un cobot de pose de joint adapte sa pression selon la déformation réelle de la carrosserie détectée par ses capteurs. Un cobot de manutention ralentit quand il perçoit une fatigue dans la gestuelle de l’opérateur.
Le marché mondial des cobots industriels dépasse 12 milliards de dollars en 2026 selon les projections ABI Research ; l’automobile en reste le premier secteur d’adoption, devant l’électronique et l’agroalimentaire.
3.2 La réalité augmentée aux postes de montage complexes
Sur les postes où la complexité dépasse ce qu’un opérateur peut mémoriser (câblage électrique à 150 connecteurs, montage d’un tableau de bord avec 40 points de fixation différents), la réalité augmentée change la donne. Des lunettes AR ou des projecteurs holographiques superposent les instructions de montage directement sur la pièce physique à l’aide des flèches de guidage, zones de fixation colorées, couples de serrage affichés en surimpression.
BMW utilise ces systèmes dans ses usines de Munich et Dingolfing pour le câblage électrique depuis 2022. Les résultats mesurés sont éloquents, l’on note une réduction des erreurs de montage de 30 à 40 % sur les postes équipés ainsi qu’une réduction du temps de formation des nouveaux opérateurs de 50 %. L’extension à 15 usines du groupe était prévue pour 2026, un déploiement industriel massif qui valide définitivement le concept.
3.3 L’usine flexible : plusieurs modèles, une seule ligne
Produire simultanément des versions thermiques, hybrides et électriques d’un même modèle (ou même des modèles différents) sur la même ligne de production est le défi industriel central de la décennie. Les constructeurs qui ne peuvent pas répondre à une demande fragmentée sans multiplier les lignes dédiées subissent des coûts fixes qui érodent leurs marges.
Mercedes produit simultanément des Classe C thermiques, hybrides rechargeables et électriques sur la même ligne à Rastatt, un exploit logistique rendu possible par un séquencement IA qui reconfigure automatiquement les postes entre deux véhicules successifs de types différents. La limite réelle de cette flexibilité réside sur le fait qu’elle a un coût en complexité de gestion que tous les constructeurs ne peuvent pas absorber. Trouver l’équilibre entre flexibilité maximale et efficacité optimale est le principal arbitrage industriel de 2026.
3.4 L’exosquelette industriel : augmenter l’opérateur humain
Les troubles musculo-squelettiques (TMS) représentent 40 % des maladies professionnelles dans l’automobile. Deux postes concentrent le risque, à savoir le travail les bras levés au-dessus de la tête (montage sous-planche de bord, pose de phares), et la manutention répétitive de pièces lourdes. Les exosquelettes industriels répondent à ces deux contraintes.
Ford et Audi déploient des exosquelettes d’épaule EksoVest sur plusieurs lignes d’assemblage depuis 2018, avec une réduction documentée des TMS de 60 % sur les postes concernés. En 2026, la deuxième génération de ces équipements intègre des capteurs qui transmettent en temps réel les données de posture à un système d’analyse ergonomique, permettant ainsi d’identifier les postes à risque résiduel avant que les opérateurs ne signalent des douleurs.
Partie 4 — L’assemblage des véhicules électriques : une chaîne qui se réinvente
4.1 La Gigapress : fondre la complexité en une pièce
Tesla a introduit en 2020 un concept qui bouscule 50 ans d’ingénierie de carrosserie à savoir la Gigapress. Des presses d’injection aluminium de 6 000 à 9 000 tonnes de force coulent des sous-ensembles entiers de structure en une seule pièce. Ce qui nécessitait auparavant 70 à 100 pièces soudées (avec les postes de soudure, les gabarits d’assemblage et les contrôles géométriques associés), devient une seule pièce moulée produite en quelques minutes.

En 2026, la technologie n’est plus l’apanage de Tesla. Toyota l’intègre dans sa stratégie de production BEV. Volvo et Hyundai ont annoncé des déploiements. La Gigapress devient un standard de l’assemblage des véhicules électriques pour les structures avant et arrière.
Le revers de cette médaille est réel et rarement évoqué. En effet, une structure monobloc produite par Gigapress est non réparable après un choc significatif. Pour les assureurs, les carrossiers et les propriétaires, cette réalité se traduit par des véhicules dont un accident modéré conduit au remplacement de sous-ensembles entiers plutôt qu’à une réparation. Un enjeu économique et environnemental que l’industrie commence seulement à prendre en compte sérieusement.
4.2 L’assemblage modulaire : construire par blocs
Le principe de l’assemblage modulaire inverse la logique de la chaîne linéaire traditionnelle : plutôt qu’une succession d’opérations élémentaires sur convoyeur, le véhicule est construit à partir de grands modules préassemblés en parallèle (cockpit complet, front-end, châssis arrière), qui convergent en fin de ligne pour une intégration finale rapide.
Volkswagen a structuré ses nouvelles usines dédiées aux véhicules électriques (plateforme MEB, projet Trinity) autour de ce concept dès la conception architecturale des bâtiments. La parallélisation des opérations gagne du temps. La sous-traitance de modules entiers à des équipementiers de rang 1 est facilitée. Et l’ergonomie des postes s’améliore mécaniquement ; assembler un cockpit sur un établi dédié est infiniment moins contraignant que de s’introduire dans un véhicule sur convoyeur.
Partie 5 — Les défis humains et organisationnels de la ligne d’assemblage automobile en 2026
5.1 La pénurie de compétences : le vrai goulot d’étranglement
L’automatisation crée un paradoxe que les industriels n’anticipaient pas suffisamment. En effet, plus les lignes sont sophistiquées, plus les compétences requises pour les faire fonctionner sont rares. Un technicien capable de maintenir un îlot robotisé KUKA avec vision artificielle intégrée, de programmer un cobot via interface no-code et d’intervenir en sécurité sur un système haute tension ne court pas les rues.
Volkswagen a répondu à cette réalité avec un investissement massif ; notamment 1,2 milliard d’euros consacrés à la requalification de ses 120 000 opérateurs allemands d’ici 2027, le plus grand programme de formation industrielle d’Europe. Ce chiffre illustre mieux que tout discours l’ampleur du défi humain que la transformation des lignes de production impose aux constructeurs.
5.2 L’ergonomie pilotée par les données
Les lignes modernes équipent désormais certains postes de capteurs de suivi de posture et de systèmes d’analyse de mouvement qui identifient les configurations à risque TMS avant que les opérateurs ne signalent des douleurs. En outre, les opérateurs sont intégrés dès la phase de conception des postes via le jumeau numérique de l’usine, ils testent virtuellement leur poste de travail, signalent les contraintes perçues, et les modifications sont intégrées avant que la ligne physique soit construite. Une inversion de la logique traditionnelle où l’ergonomie était corrigée après les premières semaines de production.
5.3 La durabilité comme contrainte industrielle non négociable
BMW s’est engagée à réduire les émissions de CO₂ de ses usines de 80 % d’ici 2030 par rapport à 2019. Un objectif qui redescend concrètement sur chaque poste de la chaîne avec une optimisation de la consommation des fours de peinture, récupération de chaleur sur les installations de soudure, alimentation des lignes en électricité renouvelable autoproduite via panneaux solaires en toiture.
La tendance émergente la plus intéressante est le stockage d’énergie par batteries second life. Les batteries de véhicules électriques retirées du service à 70-80 % de capacité résiduelle sont reconditionnées pour stocker l’énergie solaire des usines, une boucle circulaire qui valorise un déchet de production tout en décarbonant la ligne.
Conclusion
La chaîne d’assemblage automobile de 2026 est le produit de 110 ans d’optimisation continue, du convoyeur de Ford aux algorithmes d’IA qui pilotent les usines flexibles d’aujourd’hui. Mais elle est aussi à un point d’inflexion majeur étant donné que la transition électrique ne se joue pas seulement dans les bureaux d’études ou les showrooms. Elle se joue dans la reconfiguration physique des usines, qui représente des investissements de plusieurs milliards d’euros par constructeur et par décennie.
La Gigapress remplace 100 pièces soudées par une seule coulée. Le jumeau numérique reconfigure la ligne avant que la production physique ne s’arrête. Les AMR naviguent sans guidage fixe dans des allées redessinées chaque semaine. Et les exosquelettes permettent à des opérateurs de 55 ans de tenir des cadences que leurs épaules n’auraient plus supportées sans assistance.
D’ici 2030, les premières usines « zero-touch » (où aucune main humaine ne touche le véhicule entre le premier poste de tôlerie et le contrôle final) seront opérationnelles sur des modèles électriques à architecture simplifiée. Pas la fin du travail humain dans l’automobile. Le début d’une redéfinition profonde de ce que ce travail signifie.
💡 Continuez votre lecture sur Automobile237 :


