Selon l’Agence Européenne pour l’Environnement (2024), la fabrication d’un véhicule thermique représente en moyenne 12 tonnes de CO₂, soit l’équivalent de deux ans de conduite pour un conducteur moyen. Ce chiffre révèle une réalité que les campagnes publicitaires sur les véhicules « zéro émission » occultent soigneusement ; à savoir que la voiture la plus polluante de sa vie, c’est souvent avant même de rouler.
La fabrication d’une voiture écologique ne se résume pas à remplacer un moteur thermique par une batterie. C’est repenser chaque maillon de la chaîne industrielle, de l’extraction des matières premières à l’énergie qui alimente les fours de peinture, en passant par la gestion de l’eau, des déchets et le recyclage en fin de vie. Un défi systémique que l’industrie automobile commence seulement à mesurer dans toute son ampleur.
Trois enjeux rendent cette transformation non négociable. Il y a tout d’abord l’aspect Environnemental qui vise à réduire l’empreinte carbone de production. En suite, l’enjeu Économique qui permet d’anticiper les réglementations carbone et leurs coûts. en fin, l’aspect Concurrentiel où les constructeurs les plus engagés attirent des investisseurs ESG qui ferment progressivement leurs portefeuilles aux retardataires. Voici l’état réel de cette transformation sans greenwashing, avec des faits vérifiables.
Sommaire
Partie 1 — Pourquoi la fabrication est le maillon le plus pollutant du cycle de vie automobile
1.1 L’empreinte cachée derrière chaque véhicule neuf
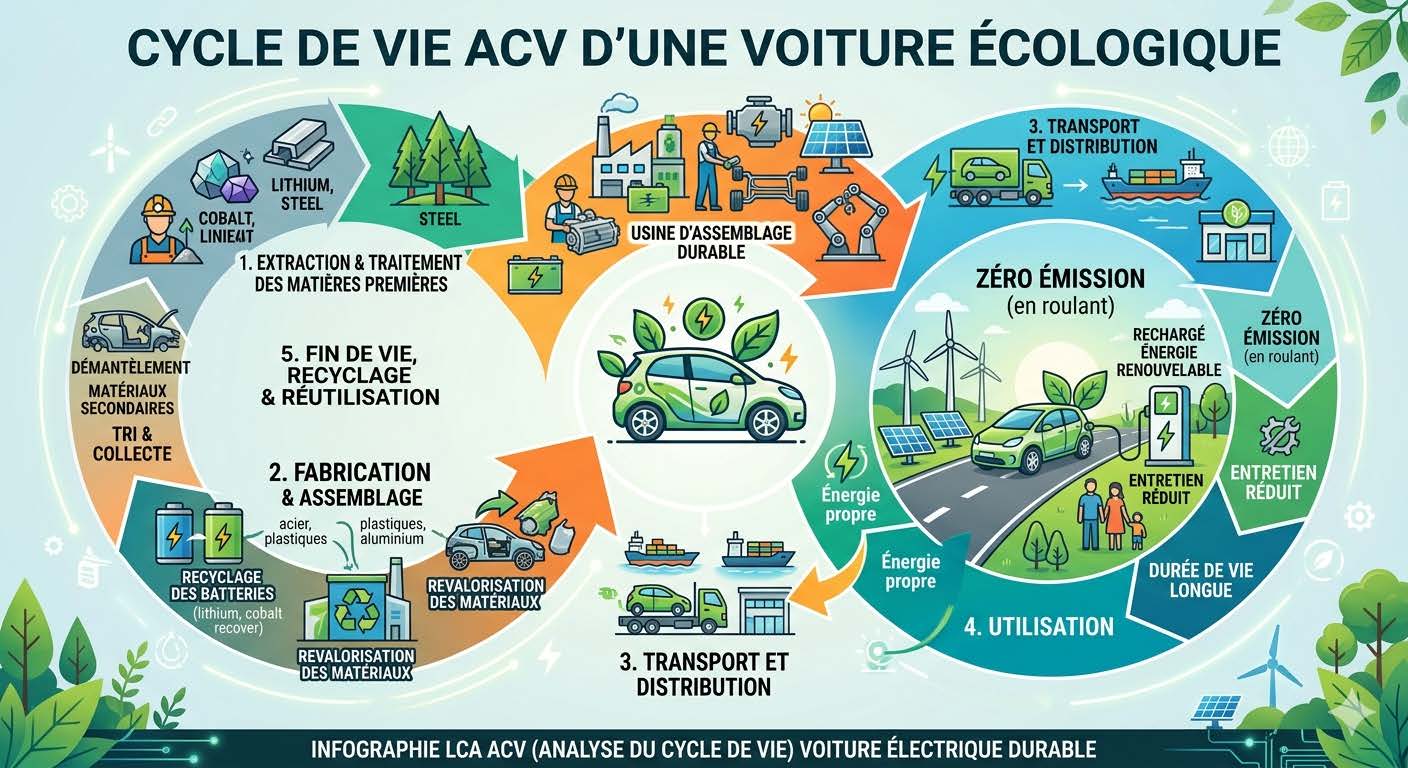
La répartition de l’empreinte carbone sur le cycle de vie complet d’un véhicule réserve des surprises. Pour un thermique, c’est 15 à 20 % à la fabrication, 75 à 80 % à l’usage, 5 % à la fin de vie. Pour un électrique, c’est 40 à 50 % à la fabrication (principalement à cause de la batterie), 45 à 55 % à l’usage, 5 à 10 % à la fin de vie.
Ce rééquilibrage fondamental crée un paradoxe que les constructeurs sont contraints d’assumer, à savoir qu’un véhicule électrique fabriqué dans une usine alimentée au charbon, avec une batterie dont les matériaux ont traversé trois continents, peut afficher un bilan carbone de cycle de vie pire qu’un diesel efficient pendant ses premières années d’usage. Le point d’équilibre (à partir duquel le VE compense son surcoût carbone de fabrication) se situe entre 30 000 et 50 000 km en Europe, avec de l’électricité décarbonée. En Pologne ou en Chine, ce seuil recule considérablement.
Ainsi, la signification pour les constructeurs est que la variable la plus actionnable est la fabrication. L’usage dépend du conducteur et du mix énergétique national. La production automobile durable commence dans l’usine, pas dans le réservoir.
1.2 Le cadre réglementaire qui force la main
Jusqu’à récemment, la décarbonation de la production relevait de la communication volontaire. Ce temps est révolu.
La directive européenne CSRD impose depuis 2024 un reporting extra-financier documenté et audité pour toutes les grandes entreprises ; les constructeurs doivent publier leurs émissions scope 1 (directes), scope 2 (énergie achetée) et scope 3 (chaîne de valeur complète). Les faux chiffres ont un coût légal. Le Carbon Border Adjustment Mechanism (CBAM) taxe les importations produites dans des pays à faible contrainte environnementale, protégeant les constructeurs européens qui investissent dans la décarbonation tout en pénalisant ceux qui délocalisent la pollution.
Concrètement, il en résulte que décarboner la fabrication n’est plus un choix stratégique, c’est une obligation légale dont les manquements ont des conséquences financières directes et mesurables.
Partie 2 — L’énergie dans les usines : la transition vers le zéro émission
2.1 Des consommateurs énergétiques colossaux
Une grande usine automobile consomme entre 500 GWh et 2 TWh d’énergie par an, l’équivalent de la consommation annuelle de 100 000 à 400 000 foyers européens. Les trois postes dominants sont entre autres les fours de peinture (40 à 50 % de la consommation totale à eux seuls), les équipements de forge et de fonderie, et les systèmes d’air comprimé industriel dont les pertes par fuite atteignent couramment 30 % de l’énergie injectée dans les réseaux mal entretenus.
Cette réalité rend le passage aux technologies vertes de fabrication auto à la fois urgent et complexe. On ne remplace pas un four de peinture de 180°C par un équipement solaire du jour au lendemain.
2.2 Ce que les pionniers ont déjà accompli
BMW Leipzig est devenu la référence mondiale dès 2013, avec 100 % d’électricité renouvelable combinant éoliennes sur site, panneaux solaires et achats d’énergie verte certifiée. Le résultat est documenté et audité, il ne s’agit pas d’une promesse de rapport annuel.
Volkswagen Zwickau, première grande usine automobile zéro émission en Europe depuis 2021, illustre ce que « neutre en carbone » signifie concrètement. Le chauffage géothermique exploitant la chaleur du sous-sol local, la toiture photovoltaïque de 9 000 m², et surtout un système de récupération thermique sur les fours de peinture qui réinjecte 60 à 70 % de la chaleur produite pour préchauffer les flux d’air entrants. Cette seule mesure réduit la consommation de l’atelier peinture de 15 à 25 % sans modifier un seul procédé chimique.
Toyota Georgetown aux États-Unis a pris un angle différent, avec une réduction de 55 % de la consommation d’eau par unité produite et valorisation du biogaz issu des déchets organiques de production pour alimenter partiellement ses équipements thermiques. Une approche systémique qui montre que la transition énergétique passe autant par la récupération intelligente que par les installations renouvelables.
2.3 Le stockage second life : valoriser les déchets de production
Le concept est élégant dans sa circularité. En effet, les batteries lithium-ion des véhicules électriques retirées du service à 70-80 % de leur capacité résiduelle sont reconditionnées en systèmes de stockage stationnaire pour les usines. Elles stockent l’énergie solaire produite la journée pour la restituer la nuit, quand la production continue.
Nissan déploie cette approche à son usine de Sunderland (UK) depuis 2018, en utilisant des batteries de première génération de la Leaf. En 2026, avec des millions de batteries de VE de première génération arrivant simultanément en fin de vie automobile, ce marché du stockage second life représente une opportunité industrielle colossale, et une réponse partielle à la question du recyclage qui ne peut pas attendre.
Partie 3 — Les matériaux durables : repenser ce dont une voiture écologique est faite
3.1 Le carbone gris : la pollution avant l’usine
Le carbone gris désigne les émissions de CO₂ générées pour produire les matériaux avant même qu’ils n’entrent sur la ligne de production. C’est la partie invisible de l’empreinte, et souvent la plus importante.
L’acier conventionnel produit au haut fourneau au coke émet 1,8 à 2,5 tonnes de CO₂ par tonne d’acier. L’acier vert produit au four à arc électrique alimenté en énergie renouvelable revient de 0,3 à 0,5 tonne par tonne, soit une réduction de 70 à 85 %. L’aluminium recyclé consomme 95 % d’énergie en moins que l’aluminium primaire issu de la bauxite. Pour des constructeurs qui utilisent plusieurs centaines de kilos d’aluminium par véhicule, ce différentiel se traduit par des dizaines de milliers de tonnes de CO₂ évitées annuellement.
Le défi d’approvisionnement est réel car l’acier vert et l’aluminium bas carbone sont encore produits en quantités insuffisantes pour alimenter les lignes de grande série. Les constructeurs qui ont sécurisé des contrats d’approvisionnement à long terme avec des producteurs d’acier vert (comme Volvo avec SSAB en Suède pour l’acier Hybrit) ont pris une avance stratégique que leurs concurrents mettront des années à combler.
3.2 Les matériaux biosourcés : du laboratoire à la série
Les matériaux recyclés et biosourcés dans la construction automobile ne relèvent plus du prototype de salon. Ils équipent des véhicules de série produits à plusieurs centaines de milliers d’exemplaires.
En outre, BMW intègre des fibres de lin et de chanvre dans les garnitures intérieures de sa gamme i. Mercedes utilise des revêtements biosourcés dans sa Classe C. Ford a remplacé une partie de ses mousses de siège par des formulations à base de soja dans plusieurs modèles nord-américains. Ces fibres naturelles offrent un double avantage, à savoir qu’elles sont 30 % plus légères que les plastiques conventionnels pour une rigidité équivalente, et leur production émet significativement moins de CO₂ que les polymères pétrosourcés.
La limite honnête de cette approche réside sur le fait que les matériaux biosourcés ne résistent pas aux températures élevées ni aux contraintes mécaniques intenses. Leur terrain d’application reste les pièces d’habitacle non structurelles, ce qui représente néanmoins une fraction significative de la masse intérieure d’un véhicule.
3.3 L’éco-conception : la durabilité commence sur le logiciel de CAO
Le processus de fabrication d’une voiture verte ne peut pas se contenter d’optimiser les procédés existants, il doit repenser les choix de conception en amont. L’éco-conception intègre les contraintes environnementales dès la phase de développement ; notamment le choix de matériaux recyclables et séparables, la réduction du nombre de pièces (moins d’assemblages signifie moins d’énergie et moins de colle non séparable), et la conception pour le démontage en fin de vie.
La réglementation européenne exige que 95 % de la masse d’un véhicule soit recyclable, dont 85 % effectivement revalorisé. Sur le papier, ces objectifs sont atteints. Dans la réalité industrielle, la qualité du recyclage laisse à désirer étant donné que les plastiques descendent souvent en cascade vers des usages moins nobles (downcycling), et les assemblages multi-matériaux collés (acier + aluminium + plastique dans une même pièce) résistent à toute tentative de séparation économiquement viable. C’est un problème de conception que seul le bureau d’études peut résoudre, et seulement s’il est mandaté pour le faire dès le départ.
Partie 4 — L’eau et les déchets : les deux angles morts de la production verte
4.1 La consommation d’eau : un risque géopolitique sous-estimé
Fabriquer une voiture nécessite entre 35 000 et 70 000 litres d’eau, principalement dans les traitements de surface anticorrosion, les bains de peinture et les systèmes de refroidissement. Ce chiffre devient critique quand on considère que plusieurs régions d’implantation d’usines automobiles majeures (nord du Mexique, sud de l’Espagne, régions arides d’Inde) font face à des restrictions d’eau croissantes liées au changement climatique.
BMW a réduit sa consommation d’eau par véhicule produit de 70 % entre 2006 et 2023, une performance qui démontre que l’optimisation n’est pas théorique. Parmi les leviers, il y a entre autre les circuits d’eau fermés avec traitement et recyclage intégré, récupération des eaux pluviales pour les usages industriels non sanitaires, et refonte des bains de traitement de surface pour réduire les fréquences de renouvellement.
4.2 fabrication voiture écologique : Vers le zéro déchet en décharge
Plusieurs constructeurs majeurs (Ford, BMW, Toyota) ont atteint ou s’approchent de l’objectif de zéro déchet industriel envoyé en décharge. Chaque flux de déchet est tracé et orienté vers la filière de valorisation la plus adaptée.
Les chutes de tôle retournent directement aux aciéristes comme matière première secondaire, un circuit court qui évite le passage par des intermédiaires et garantit la traçabilité du métal recyclé. Les boues de peinture, longtemps problématiques, sont valorisées comme combustible de substitution dans les cimenteries européennes, une filière mature qui traite plusieurs centaines de milliers de tonnes par an. Les solvants usés sont régénérés par distillation en circuit fermé, avec un taux de récupération de 85 à 95 % selon les technologies ; ce qui était autrefois un déchet dangereux coûteux à éliminer devient un flux de valeur.
Partie 5 — La fin de vie et l’économie circulaire : fermer la boucle
5.1 Le recyclage des batteries : l’enjeu de la décennie
D’ici 2030, entre 1 et 1,5 million de tonnes de batteries lithium-ion de véhicules électriques arriveront en fin de vie dans le monde selon Bloomberg NEF. C’est à la fois un défi environnemental majeur et une mine de matériaux stratégiques (lithium, cobalt, nickel, manganèse) dont les prix et les tensions géopolitiques d’approvisionnement justifient économiquement des efforts de récupération que les cours bas des années 2010 ne permettaient pas.
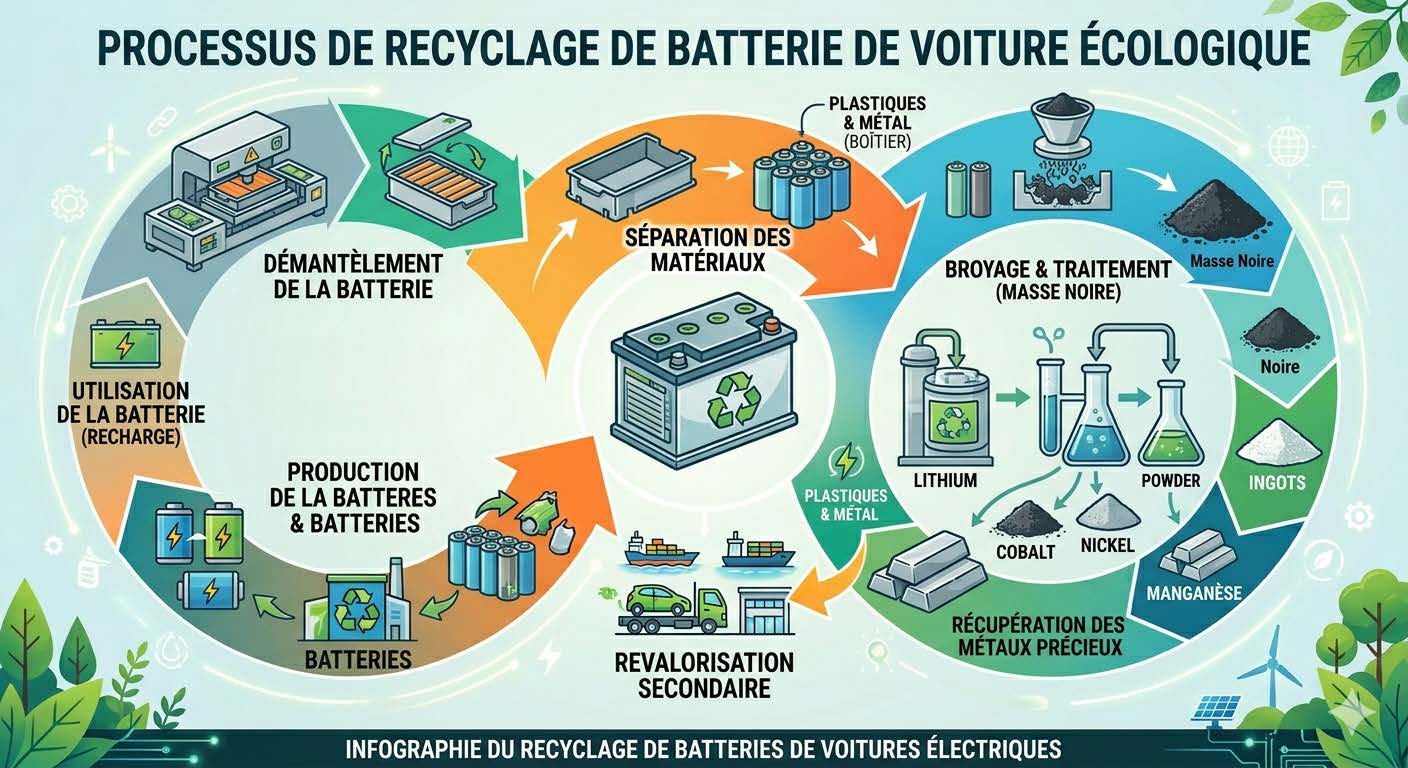
Deux technologies dominent le recyclage. La pyrométallurgie (fusion à haute température) est industrialisable rapidement et traite les batteries sans prétraitement complexe, mais récupère les métaux avec moins de sélectivité. L’hydrométallurgie (dissolution chimique en solution acide ou basique) récupère jusqu’à 95 % du lithium, cobalt et nickel avec une haute pureté, suffisante pour réintégrer directement les nouvelles cellules, mais exige plus d’eau, de réactifs chimiques et d’installations spécialisées.
Northvolt en Suède combine les deux approches dans son usine de Västerås, avec un objectif affiché de 50 % de matériaux recyclés dans ses nouvelles cellules d’ici 2030. Par ailleurs, Renault a ouvert à Flins une usine de recyclage et de reconditionnement intégrée à sa chaîne de production, la Re-Factory, première du genre en Europe, qui transforme le site de production historique en hub d’économie circulaire automobile.
Le cadre réglementaire accompagne cette transformation. En effet, le règlement européen sur les batteries (2023) impose des contenus minimums en matériaux recyclés pour les nouvelles batteries à partir de 2030 ; le cobalt 16 %, lithium 6 %, nickel 6 %. Ces seuils semblent modestes aujourd’hui, mais ils créent une demande structurelle garantie pour le recyclage qui justifie les investissements industriels nécessaires.
5.2 Réparer avant de recycler : la hiérarchie trop souvent inversée
L’économie circulaire automobile repose sur une hiérarchie simple mais rarement appliquée dans son ordre logique à savoir : réduire d’abord, réutiliser ensuite, réparer en troisième, recycler en dernier recours. L’industrie automobile a longtemps inversé cette priorité ; concevoir pour le recyclage tout en négligeant la réparabilité.
Renault propose depuis plusieurs années des pièces d’origine reconditionnées sous garantie constructeur, avec une empreinte carbone réduite de 50 à 80 % par rapport à une pièce neuve équivalente. Ce modèle économique (souvent perçu comme cannibale des ventes de pièces neuves), est en réalité une réponse aux attentes croissantes des consommateurs pour des options d’entretien plus abordables et plus responsables.
Le rétrofit électrique s’inscrit dans la même logique puisqu’il a pour but de transformer un véhicule thermique existant en véhicule électrique en remplaçant le groupe motopropulseur tout en conservant la carrosserie et le châssis. C’est prolonger la durée de vie de structures dont la fabrication a déjà généré son lot d’émissions ; et donc amortir cette empreinte initiale sur un kilométrage supplémentaire considérable.
Partie 6 — Les constructeurs les plus avancés et ce que ça implique pour chacun
Les engagements des leaders donnent la mesure de l’effort requis. BMW vise une réduction de 80 % des émissions de ses usines d’ici 2030 par rapport à 2019, avec une progression documentée et auditée annuellement. Volvo produit uniquement des véhicules électriques depuis 2025 dans son usine de Gand, alimentée à 100 % en électricité renouvelable. La Gigafactory Tesla Nevada s’approche de l’autonomie énergétique complète via solaire et éolien sur site.
Mais l’évolution la plus structurante de 2026 est ailleurs, notamment chez BMW, Mercedes et Volkswagen, qui imposent désormais des objectifs carbone contraignants à leurs fournisseurs de rang 1, avec clauses contractuelles et audits. La décarbonation de la production n’est plus l’affaire exclusive du constructeur, elle descend dans toute la chaîne d’approvisionnement. Pour les équipementiers et sous-traitants qui n’ont pas encore entamé leur propre transition, cette évolution représente une menace d’exclusion commerciale concrète.
Pour l’ingénieur en conception, l’Analyse du Cycle de Vie (ACV) cesse d’être un outil de communication pour devenir un critère de décision au bureau d’études. Chaque choix de matériau, chaque procédé de fabrication a désormais un prix carbone qui influe sur la compétitivité du produit final. L’éco-conception n’est plus un module optionnel de la formation, c’est une compétence centrale.
Pour le technicien en formation, deux créneaux de compétences émergent avec une pénurie de profils qualifiés documentée ; à savoir la maintenance des équipements de production automobile durable (fours à récupération thermique, systèmes de recyclage d’eau, robots basse consommation), et le recyclage des batteries haute tension, un métier qui exige une habilitation électrique spécifique et des protocoles de sécurité rigoureux, et dont le marché de l’emploi sera en forte croissance à partir de 2027-2028.
Pour le propriétaire, la réalité la plus utile est que le CO₂/km affiché sur la fiche technique ne dit rien de l’empreinte réelle du véhicule. Avant d’acheter un « véhicule vert », demandez où il a été fabriqué et quel est le mix énergétique de l’usine. Un véhicule électrique produit en Europe avec de l’énergie décarbonée a une empreinte de cycle de vie radicalement différente du même modèle produit en Chine avec de l’électricité charbonnière. Et dans bien des cas, prolonger la durée de vie d’un véhicule existant reste l’acte écologique le plus concret avant d’acquérir un nouveau modèle, aussi « vert » soit-il présenté.
Conclusion
La fabrication d’une voiture écologique est une équation à sept variables simultanées (énergie, matériaux, eau, déchets, approvisionnement, recyclage, conception), toutes interdépendantes, toutes en cours de transformation. Aucune ne se résout seule, et aucune n’est résolue en changeant uniquement la motorisation du véhicule.
Un véhicule « zéro émission » à l’usage, fabriqué avec de l’énergie fossile dans une usine qui rejette ses déchets en décharge, n’est pas une voiture verte. C’est une voiture dont la pollution a été déplacée dans le temps et dans l’espace, de l’échappement vers la cheminée de l’usine. La vérité écologique d’un véhicule se lit sur l’intégralité de son cycle de vie, pas sur son pot d’échappement.
D’ici 2035, les véhicules électriques produits dans des usines neutres en carbone avec des matériaux en boucle fermée atteindront une empreinte de cycle de vie inférieure à tout véhicule thermique existant. La promesse sera tenue, à condition que la transformation de la production s’accélère au même rythme que celle des motorisations. C’est le défi industriel de la décennie.
💡 Continuez votre lecture sur Automobile237 :